
We specialize in hard to find items

All Categories







Brush Research BC11432 FLEX-HONE®, 1-1/4 "(31.8mm) Diameter, 320 Grit, Silicon Carbide, For Mild Steel, Stainless Steel, Cast Iron and Softer Ferrous Materials
Share Tweet
*Price and Stocks may change without prior notice
*Packaging of actual item may differ from photo shown
- Electrical items MAY be 110 volts.
- 7 Day Return Policy
- All products are genuine and original
- Cash On Delivery/Cash Upon Pickup Available








Brush Research BC11432 FLEX-HONE®, 1-1/4 Features
-
[QUALITY]-Proudly Made in the USA. Quality and consistency you can count on made from the inventors and makers of the tool.
-
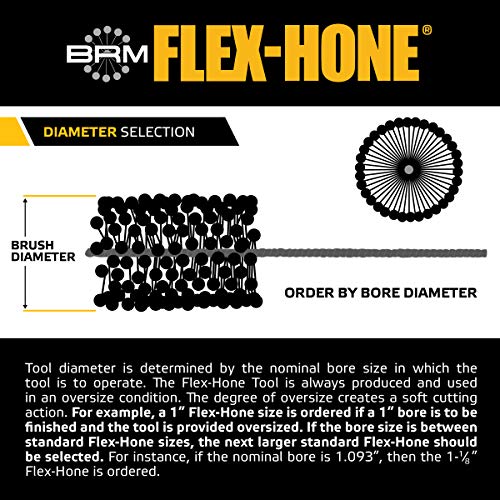
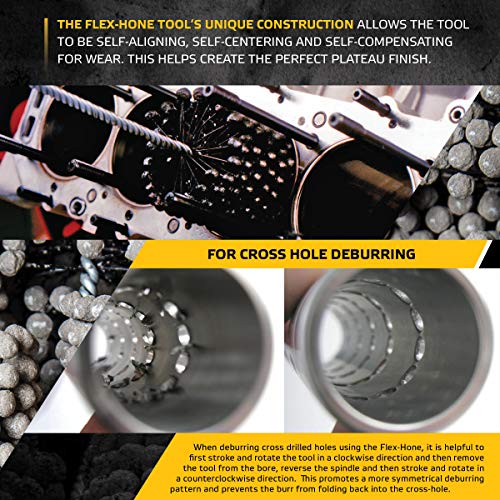
[DESIGN]-The FLEX-HONE is intentionally manufactured oversized. This engineered oversize creates the optimal amount of pressure inside the cylinder wall allowing the tool to be self-centering, self-aligning and self-compensating for wear and easy use.
-
[FINISHING BENEFITS]-Offered in a wide variety of grits to achieve specific finishing tolerances as well as a beautiful crosshatch finish. Ideal for rebuilding hydraulic and pneumatic cylinders, engine and brake cylinders, valve guides, pumps, compressors and more.
-
[CROSSHOLE DEBURRING]-Accomplish finishing and deburring simultaneously in a single setup. Can be used in virtually any rotating spindle from a hand drill, drill press or CNC equipment.
-
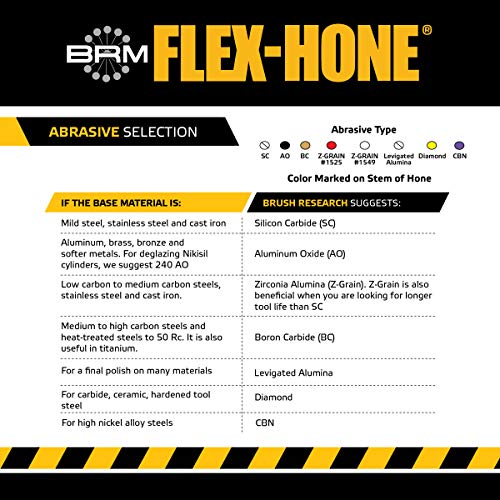
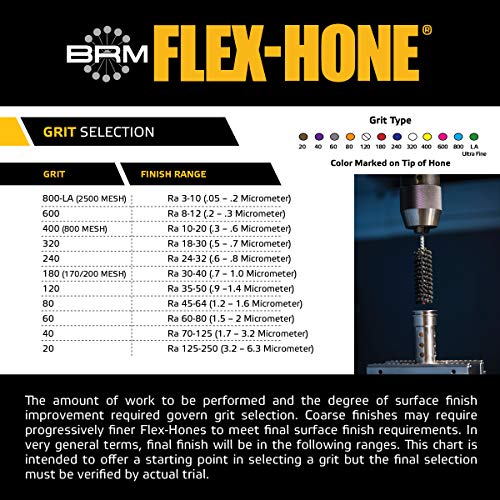
[320 GRIT SILICON CARBIDE ABRASIVE]-Excellent on mild steel, stainless steel, cast iron and other softer ferrous materials. Typically achieves a finish of 18 - 30 Microinch (.5 - .7 Micrometer).
-
[WHAT'S INCLUDED]-1 Each of a BC Standard Duty FLEX-HONE: 1.250"(31.8mm) Bore Diameter, 3" Abrasive Part Length, 0.245" Shank Diameter, 8" Overall Length. For Use on Bore Diameters Between 1.126"-1.250". PLEASE NOTE: ORDER BY BORE SIZE.
About Brush Research BC11432 FLEX-HONE®, 1-1/4
The Flex-Hone® tool was originally created by Brush Research Manufacturing to deglaze cylinder walls in automotive applications. Brush Research embraced the benefits of a plateau finish and pioneered the concept of plateau honing culminating in the introduction of the Flex-Hone tool in 1972. The Flex-Hone has gained many nicknames over the years and including ball hone, ball style hone, flexihone, dingleberry hone, bead brush, glaze breaker and glaze buster. Flexible honing with the Flex-Hone tool produces an oil holding cross hatch pattern and a true plateau finish free of cut, torn and folded metal. Any type or size of cylinder can benefit from the Flex-Hone®. These abrasive bead style brushes are produced in standard diameters from 4mm to 36 inches. Nine abrasive types are offered including silicon carbide, aluminum oxide, boron carbide and diamond allowing the tool to be tailored to finish any base material. A choice of 11 different grit selections are available for precise control of finish parameters. The elimination of peaks results in rapid ring seating, better oil control, reduced seepage in hydraulic and pneumatic applications and provides better seal performance and longer seal life. Successful applications include firearm chambers, shotgun barrels, musical instruments, combustion chambers, air compressors, pumps, valve bodies, valve guides, brake cylinders, wheel cylinders and the list goes on and on. Flex-Hone® tools are also very effective for deburring cross drilled holes, port radiusing and edge blending. Because of its unique construction, the Flex-Hone is self-centering, self-aligning, and self-compensating for wear so it does not require an elaborate set-up or special training. Deburring can be effectively automated and combined in the machining process to allow a complete cylinder finish in one operation or it can be employed as a secondary operation with equal results.























































