
We specialize in hard to find items

All Categories








uxcell Metric Machine Tap M4 x 0.7mm H2 High Speed Steel 3 Straight Flutes Screw Tapping Threading Machinist Repair DIY Tool 2pcs
Share Tweet
*Price and Stocks may change without prior notice
*Packaging of actual item may differ from photo shown
- Electrical items MAY be 110 volts.
- 7 Day Return Policy
- All products are genuine and original
- Cash On Delivery/Cash Upon Pickup Available








uxcell Metric Machine Tap M4 x 0.7mm H2 High Speed Features
-
Thread Size: M4 x 0.7mm. High-speed steel metric taps are with high hardness and toughness for wear resistance, well suited for general purpose applications.
-
The thread tap can make new threads or re-thread damaged or jammed threads. Uncoated taps feature just the base substrate without any additional coatings, and fit a wide range of applications.
-
Suitable for processing through holes or shallow holes on most metals, iron plate, copper, zinc, alloy steel, abrasive steel, A3 steel, stainless steel, etc.. Add appropriate tapping oil for higher quality internal threads and more durable taps.
-
Standard metric thread design, clear and tidy, provide rapid chip removal for efficient threading. Straight flute design, right hand tapping direction. The mini metric taps are mainly used for clocks, watches, low hardness wood and soft metal hole processing.
-
Machine taps used with drilling machines, tapping machines, automatic machines, machining centers, CNC, milling machines, not recommended for hand and electric drill tapping. Recommended feed speed: ordinary steel: 6-15m/min; harder steel material: 5-10m/min; stainless steel: 2-7m/min; cast iron: 8-10m/min.
About Uxcell Metric Machine Tap M4 X 0.7mm H2 High Speed
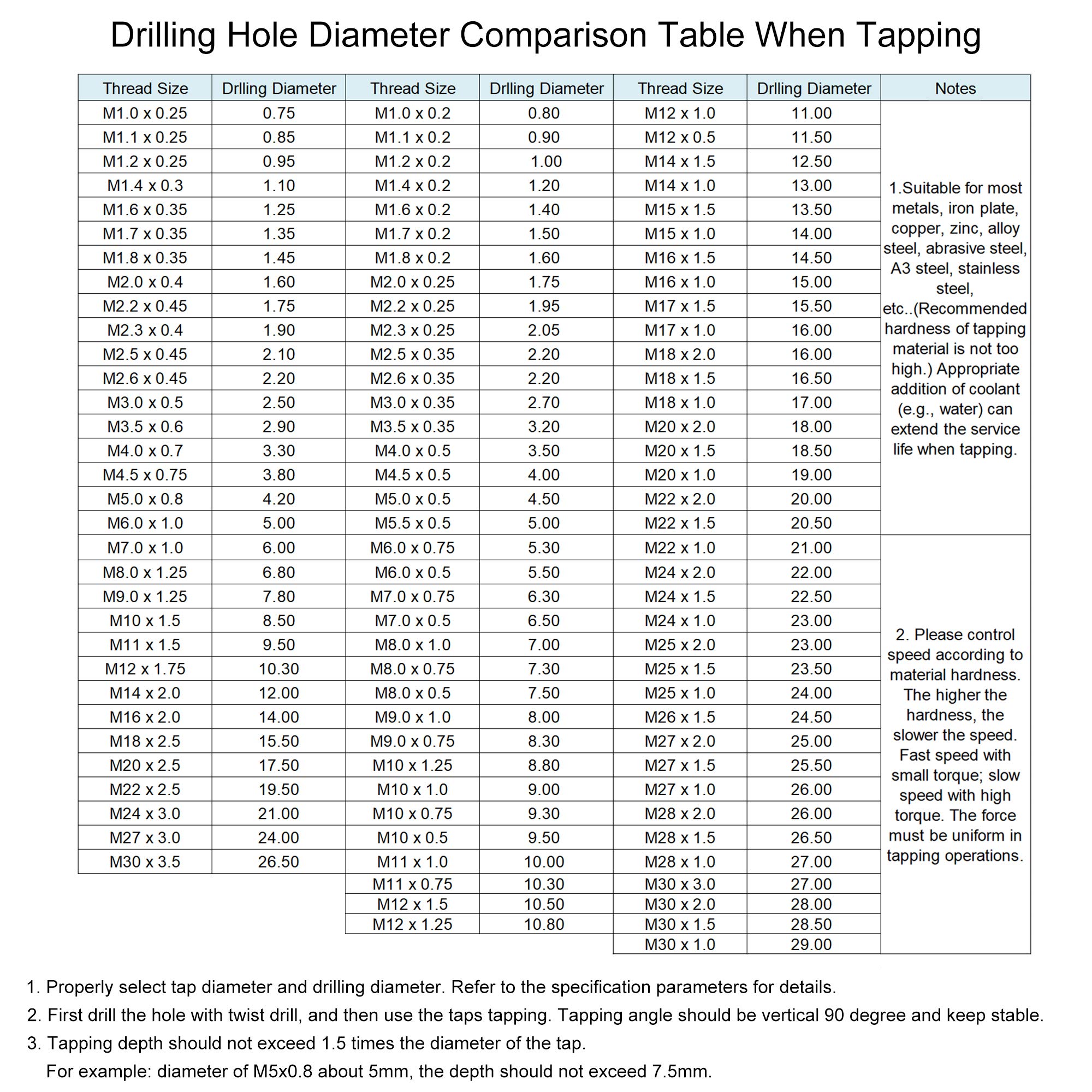
Features: Straight 3 flutes are ground to provide rapid chip removal for efficient threading. Used with some cutting fluid or keep it wet when tapping, the will last longer. The mini metric are mainly used for clocks, watches, low hardness wood and soft metal hole processing. Specifications: Product Name: Metric Machine Tap Total Weight: 13g Accuracy: H2 Thread Size: M4 Shank Width: 3mm / 0.12 inch Thread Length: 18.8mm / 0.74inch Total Length: 56.8mm / 2.24 inch Material: HSS (High-Speed Steel) Type: Straight Flutes Package Contents: 2 x Metric Machine Tap 1 x Plastic Box Holder Tips: 1. Recommended hardness of tapping material is not too high: Suitable for most metals, iron plate, copper, zinc, alloy steel, abrasive steel, A3 steel, stainless steel, etc.. Appropriate addition of coolant (e.g., water) can extend the service life when tapping. 2. Please control speed according to material hardness. The higher the hardness, the slower the speed. Fast speed with small torque; slow speed with high torque. The force must be uniform in tapping operations. 3. First drill the hole with twist drill, and then use the taps tapping. Tapping angle should be vertical 90 degree and keep stable. 4. Tapping depth should not exceed 1.5 times the diameter of the tap: For example: diameter of M5x0.8 about 5mm, the depth should not exceed 7.5mm.






